| 4.3. Fotolithografischer Prozess |
|
|
Letztmalig dran rumgefummelt: 17.11.13 19:28:10 |
|
|
Neben dem Reinheitsgebot für Bier beseht auch das Reinstheitstgebot von 1970 für hochintegrierte Schaltkreise. Hier geht es nun in die Feinststrukturen, mtt deren Hilfe die Siliziumscheiben belichtet werden. Da ist präzise Fotografie gefragt und die erreichten Interferrenzzonen wirken extrem störend - sie sorgen dafür, das zunehmend mit UV-Licht fotolithografische Masken belichtet werden. Nach der Mikrostruktur auf den Chips spricht man heute durchaus zu recht von der Nano-Struktur. | |||||||
|
1. Licht als Werkzeug 2. Fotomaskenherstellung 3. Fotolithografischer Prozess 4. Ionenimplatation 5. Verwandte Themen |
||||||||
|
||||||||
|
| 1. Licht als Werkzeug |
|
|
|
|
|
Beim Mikroskop und Fernrohr
erkannte man sehr früh die Grenzen, die die Lichtwellenlänge einer stärkeren
Vergrößerung entgegensetzte. Eine zu starke Steigerung führt nur zu einer
leeren Vergrößerung, ohne weitere Einzelheiten darzustellen. Im Mikroskop
kann man bestenfalls Punkte unterscheiden, die etwa eine halbe Wellenlänge
voneinander entfernt sind. Die gleichen Grenzen treffen für eine Verkleinerung zu, aber auch für eine Kontaktkopie. Hier sind Kantenschärfe und Minimalabmessungen vom Auflösungsvermögen optischer Einrichtungen und letztlich auch wiederum von der Lichtwellenlänge abhängig. In der Praxis wird das Auflösungsvermögen durch die Zahl der Linien bestimmt, die auf 1 mm abgebildet werden können. Daraus lässt sich die kleinste Struktur- oder Streifenbreite errechnen. Diese verringerte sich in den letzten Jahren ständig. Heute ist man von der Lichtwellenlänge lange weit entfernt! Man hat in der Fertigung bereits eine Strukturbreite von 10 bis 20 nm erreicht, Laborergebnisse liegen noch niedriger. Zum Vergleich: Der Haardurchmesser beträgt etwa 50 µm! |
||||||
|
|
|||||||
|
|
|
| 2. Fotomaskenherstellung |
|
|
|
|
|
Wird mit Fotomasken und Licht bis hin zu heute UV-Licht gearbeitet, spielen die Fotomasken und deren Qualität in der Überlagerung die entscheidende Rolle - sie begrenzen die Strukturen der einzelnen Zonen des späteren Bauelementes. |
| Herzstück der Technologie Mit Hilfe des Lichtes und chemischer Verfahren kann in die Halbleiterscheibe
eine feine innere Struktur schnell und genau eingearbeitet werden. Die
gegenwärtige Produktivität und Genauigkeit wäre durch mechanische
Bearbeitungsverfahren nicht zu erreichen. Die Grundlage bildet die
Planartechnologie, die wie folgt verläuft (vgl. Abb. 1): Auf die Oberfläche
der Halbleiterscheibe bringt man eine dünne Schutzschicht aus Siliziumdioxid
auf. Mit Hilfe eines fotolithografischen Verfahrens werden Öffnungen
(Fenster) in der Schutzschicht freigelegt. Durch die Fenster kann dann eine
Diffusion von Dotierungsmaterialien erfolgen, während die Schutzschicht
außerhalb der Fenster diese davon abhält. Unterhalb des Fensters bildet sich
so nahe der Oberfläche ein Bereich mit dem entgegen gesetzten elektrischen
Leitungstyp und damit auch ein pn-Übergang. Auf pn-Übergängen beruht
letztlich die Wirkungsweise der Schaltkreise. |
|
|
Unübertroffene Präzision Hohe Genauigkeitsforderungen sind nicht nur an die Belichtungseinrichtung, sondern in noch größerem Maße an die Fotoschablonen selbst zu stellen. Da bei der Herstellung von Schaltkreisen mehrere unterschiedliche fotolithografische Arbeitsschritte aufeinander folgen, sind dafür auch eine entsprechende Zahl von maßlich zusammenhängenden Fotoschablonen (bei komplizierten Schaltkreisen bis zu 10) nötig. Ihre Struktursysteme müssen detailliert zusammenpassen. Daher liegen die Anforderungen an ihre Genauigkeit weitaus höher. Das war nach der Herstellung von Reinststoffen ein weiteres Problem in der Halblleitertechnologie. |
|
|
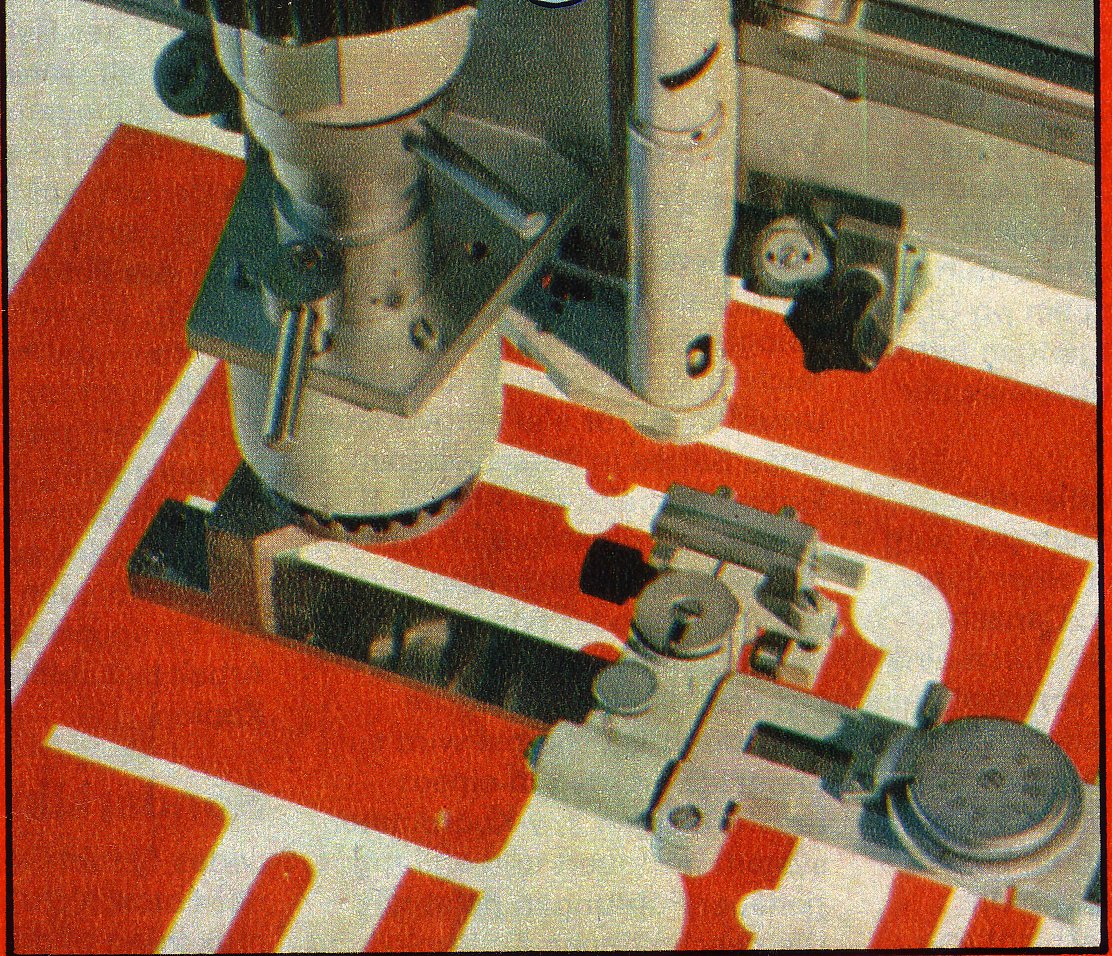
Vom Entwurf zur Präzisionszeichnung Ausgehend vom Entwurfskonzept der
Schaltung wird eine Topologieskizze (Konstruktionszeichnung) hergestellt,
die die Umrisslinien für alle Fotovorlagen eines Satzes in verschiedenen
Farben enthält (vgl. Abb.2). Auf einem Koordinatografen entsteht die
„Präzisionszeichnung" (vgl. Abb.
hier) oder Folienvorlage, die gegenüber
der Originalgröße um das 100- bis 1000 fache vergrößert ist. Hierbei wird ein
Schneidwerkzeug in einem rechtwinkligen x, y-Koordinatensystem gesteuert und
entlang genauer Führungen gefahren. Die geschnittenen Konturen sind dabei
schärfer als gezeichnete je sein könnten. Für die Vorlage dient eine
zweischichtige Kunststoffolie. Die Konturlinien werden nur in die obere
rotdurchlässige Schicht eingeschnitten. Die untere volldurchsichtige Schicht
dient als Träger. Danach können die zu entfernenden Teile der oberen Schicht
vom Träger abgezogen werden. Zur Kontrolle legt man alle Vorlagen eines
Satzes auf einem Lichttisch |
|
|
Abgestufte Verkleinerung Die etwa 1 m2 große Vorlage wird zunächst auf die
Größe 50 mm x 50 mm verkleinert und ist damit immer noch etwa zehnmal größer
als der spätere Schaltkreis. Damit erhält man ein Zwischennegativ. |
|
|
Sonderklima Jedes Staubteilchen, das sich auf der Fotoschicht absetzt, wird mitkopiert und führt zu Fehlern in der hergestellten Struktur. Die normale Luft enthält etwa 5000 Teilchen je Liter, aber in der Großstadtluft kann die Zahl bis auf eine Million steigen. Dabei setzen sich in einer Stunde bis zu 800000 Teilchen auf 1 cm2 ab. Die Fotolithografie muss daher in einem Raum (Clean-room) mit einer Luftverunreinigung von weniger als 1 bis 10 Staubteilchen je Liter vorgenommen werden. Im Clean-room strömt langsam von der Decke über de ganzen Querschnitt des Raumes gereinigte Luft nach unten. Der Fußboden besteht aus einem Holzrost, unter dem kaum merklich Wasser fließt, das die herab fallenden Staubteilchen mitnimmt. Die Arbeitskleidung soll den Körper, die Straßenkleidung und Haare maximal verdecken und aus einem Stoff bestehen, der keine Staubpartikel abgibt. Besonderes Schuhwerk wird bereitgestellt. Der Eintritt in den Raum erfolgt nur durch eine Schleuse. Auch die Temperatur und die Luftfeuchtigkeit muss man, um die angestrebte Genauigkeit zu erreichen, konstant halten. Angestrebt werden meist 20 °C bei 50 Prozent Luftfeuchte. |
| 3. Fotolithografischer Prozess |
|
|
|
|
|
|
|
Belichtung in höchster Schärfe Das Auftragen des Fotolackes a die gereinigte Halbleiterscheibe geschieht
am häufigsten durch Zentrifugieren. Durch eine Rotation wird der
überschüssige Fotolack entfernt. Ein anderes sehr rationelles Verfahren ist
da Zerstäuben des Fotolackes. Die Belichtung erfolgt mit einer
Quecksilber-Höchstdruck- oder Xenon-Lampe. Zunächst wurde nur das
Kontaktverfahren verwendet, wobei man die Halbleiterscheibe mit dem Fotolack
fest an die Fläche der Fotoschablone andrückt. Für ein gutes
Auflösungsvermögen benötigt man aber eine außerordentlich hohe
Oberflächenebenheit sowohl bei der Scheibe als auch bei der Fotoschablone.
Beim Projektionsverfahren (Abb.4) ist man nicht mehr von Unebenheiten der
Oberfläche oder zufälligen Verunreinigungen, die den Kontakt stören könnten,
abhängig. Auch werden Kratzer auf der Fotolackschicht und Beschädigungen der
Fotoschablone vermieden. Die Lebensdauer der Fotoschablone erhöht sich
wesentlich. |
|
|
Feiner als Licht Gegenwärtig werden Verfahren zur Elektronenstrahlbelichtung entwickelt.
Hier besteht die Möglichkeit, die Struktur der Schaltkreise noch einmal um
das 10-fache zu verkleinern. Der Vorteil liegt in der viel kürzeren
Wellenlänge der Elektronenstrahlen. Der Elektronenstrahl lässt sich daher
auf einen sehr kleinen Fleck konzentrieren. |
|
|
Rasterstrahlverfahren Der Elektronenstrahl wird beim Rasterstrahlverfahren (vgl. Abb. 5)
zeilenweise überein begrenztes Bildfeld bewegt. Die feine Bündelung des
Elektronenstrahls ist aber nur über ein sehr kleines Bildfeld aufrecht zu
erhalten (maximal 2 mm x 2 mm). Die Bearbeitung großer Arbeitsfelder erfolgt
ähnlich dem Prinzip des Fotorepeaters. So wird die Halbleiterscheibe erst
durch eine Kombination von elektrischen und mechanischen Verschiebungen voll
überdeckt. Dabei muss der Elektronenstrahl entsprechend der Struktur hell
und dunkel getastet werden. Als besonders vorteilhaft erweist sich die
Möglichkeit, die vom |
|
|
Projizierende Elektronenstrahlen Als elektronenoptische Projektionsverfahren haben zwei Varianten
Erfolgsaussichten (vgl. Abb. 6): Bei der Bildprojektion verwendet man ein
umgekehrtes Projektionselektronenmikroskop. Die Vorlage (Schablone) wird mit
Elektronenstrahlen beleuchtet, verkleinert und auf das Substrat abgebildet.
Die Abbildungstiefe ist kleiner als beim Rasterelektronenstrahlverfahren. |
| 4. Ionenimplementation |
|
|
|
|
|
Hier entfallen die Fotomasken - die Struktur wird direkt in den Basis-Chip geschnitten. Natürlich generieren die benötigte Präzision die Ionen-Kanonen selbst sowie auch deren Steuerung. Auch hierbei ist Präzision der mechanischen Komponenten gefragt. | |||||
|
||||||
|
Fremdstoffzusätze bilden Transistoren Jedes
Halbleiterbauelement besteht aus kleinen fest umgrenzten Gebieten, in denen
die Stromleitung entweder durch Elektronen (n-Leitung) oder durch Löcher
(p-Leitung) erfolgt. Diese Leitungsmechanismen entstehen erst durch
besondere Zusätze von Fremdstoffen (Dotierungsmaterialien) in das
Ausgangsmaterial (Silizium), Zum Beispiel wird die p-Leitung durch Bor und
die n-Leitung durch Arsen oder Phosphor hervorgerufen (Abb. 1). Diese Stoffe
gelangen durch Diffusion aus einer angereicherten Dampfatmosphäre in die
Siliziumscheibe, die auf 1000 bis 1200 °C erhitzt ist. Die Diffusion ist ein
selbständiger Austauschprozess an der Grenze von unterschiedlichen Stoffen,
wobei ein Stoff in den anderen eindringt. Sie wird durch die innere
Wärmebewegung hervorgerufen. Im gleichen Medium bewirkt die Diffusion den
Ausgleich von Konzentrationsunterschieden. Auf diese Weise verteilen sich
auch aufgelöste Zuckerteilchen im Kaffee oder Geruchsstoffe in der Luft,
selbst wenn keine Strömungsvorgänge vorhanden sind. Der kristalline Körper
nimmt die Stoffe der Umgebung nur sehr schwer auf, aber er ist in einem
geringen Maße doch „porös". Jeder Einkristall enthält immer noch
Leerstellen; bei höheren Temperaturen können Atome ihre Plätze wechseln;
kleine Atome lassen sich auf Zwischengitterplätzen unterbringen. Der Vorgang
ist aber langwierig und kann auch bei geringen Eindringtiefen Stunden
dauern. |
||||||
|
Ionen werden hineingeschossen Bei dem modernen Verfahren der Ionenimplantation führen viele Vorteile wie bessere Steuerung der Dotierung und exaktere Verteilung der Dotierungsstoffe zu wesentlich günstigeren Eigen schaffen der Halbleiterbauelemente (Abb.4). Die Dotierungsionen werden in der Ionenquelle durch eine elektrische Gasentladung erzeugt, mit Hilfe eines elektrostatischen Feldes beschleunigt und auf die Halbleiterscheibe gerichtet. Ein zwischengeschalteter Massentrennungsmagnet sorgt für das Ausblenden unerwünschter Fremdionen und damit für einen hohen Reinheitsgrad. Um eine gleichmäßige Dotierung über di gesamte Scheibenfläche zu erzielen, wird der Ionenstrahl zeilenweise über die Scheibe geführt. Durch Masken (Abb.5) aus Si02, wie bei der Diffusionstechnologie, oder aus Metall können stellenweise die Ionen abgebremst und an einem Eindringen gehindert werden. Eine Dotierung findet dann nur in de Fenstergebieten der Maske statt, in denen die Halbleiteroberfläche freiliegt. Durch die Stoßprozesse tritt jedoch eine leichte Störung der Kristallstruktur ein, die aber durch eine nachfolgende Wärmebehandlung wieder ausgeheilt wird. |
||||||
|
Die fertige Schaltung entsteht Nachdem durch Dotierung eine Vielzahl von Transistoren entstanden ist, müssen diese noch untereinander verschaltet werden. Dazu dienen Leitbahnen aus Aluminium von 1 bis 1,5 µm Dicke. Sie verbinden die Einzelbauelemente untereinander und mit Flächen (Bondflächen), die über Drahtbrücken den Kontakt zu den Gehäuseanschlüssen ermöglichen. Zunächst wird auf die Gesamtfläche der Scheibe eine Aluminiumschicht aufgedampft. Durch ein fotolithographisches Ätzverfahren werden die Leitbahnen herausgelöst. Das Ergebnis ist eine Scheibe, die eine große Zahl von fertigen Schaltkreisen enthält. Danach muss die Scheibe noch mit einem automatischen Vielfachsonden - fester geprüft werden. Auf alle Bondflächen eines Schaltkreises, die als Kontaktflächen für eine elektrische Verbindung nach außen dienen, werden feine Meßspitzen abgesenkt, die mit einer rechnergestützten Meßeinrichtung verbunden sind. Ein automatischer Vorschub des Meßtisches ermöglicht das exakte Anfahren der einzelnen Schaltkreise auf der Scheibe. Fehlerhafte Schaltkreise werden durch rote Tintenpunkte gekennzeichnet. Der Zyklus I (Scheibenprozesse) ist damit beendet, und es beginnt der Zyklus II (Montageprozesse). |
||||||
|
Der Schaltkreis erhält ein Gehäuse Zunächst muss die Scheibe in Einzelschaltkreise zerteilt werden. n Die Halbleiterscheibe wird dazu mit einer Diamantspitze rasterweise zwischen den Schaltkreisen geritzt und auf eine elastische Unterlage geklebt. Beim Verbiegen der Unterlage durch Überrollen mit einer Walze zerbricht die Scheibe in einzelne Plättchen (Chips), die jeweils einen Schaltkreis enthalten. Die Kristallplättchen müssen auf dem Gehäuseboden oder einem vergoldeten Trägerstreifen, der eine Kontaktfläche für den Chip und alle Anschlussfahnen enthält befestigt werden (Chipbonden). Das Plättchen kann mit leitendem oder nichtleitendem Kleber angeklebt, auf dem Trägerstreifen mit zwischen gelegter 10 µm dicker Goldfolie angelötet oder im Keramikgehäuse mit Glaslot angeglast werden. Danach werden die Enden der Drahtbrücken einerseits mit den Bondflächen des Halbleiterplättchens und andererseits mit den Anschlussfahnen des Trägerstreifen verschweißt (Drahtbonden). Das kann durch Thermokompressio erfolgen (Abb. 6). Unter dem Einfluss von hohem Druck wird ein dünner Golddraht auf eine heiße Kontaktfläche von 300 °C gedrückt. Dagegen ist das Ultra schallbonden (Abb.7) ein goldsparendes Verfahren. Durch ein rüsselförmiges Werkzeug (Sonotrode), das mit 20 bis 50 kHz schwingt (Ultraschall) wird die Oxidschicht des verbindenden Aluminiumdrahtes abgescheuert und der Draht in die Aluminium Kontaktfläche hinein gerieben. Einen entscheidenden Fortschritt stellen programmgesteuerte Drahtbonder dar, die 1000 Schaltkreise je Stunde und mehr verarbeiten können und einen Mikroprozessor enthalten. Es entfällt die mühselige Bedienung handgeführter Bonder und die ständige Beobachtung durch ein Mikroskop. Als Gehäuseformen haben sich keramische Steckgehäuse aus einer Kapsel und einem Deckel und andererseits eine Kunststoffumspritzung des Trägerstreifens bewährt. Kunststoffgehäuse ermöglichen eine ökonomische Massenproduktion Keramikgehäuse sind hermetisch dicht und werden bei hoher Klimabeanspruchung eingesetzt. Nach dem Verschließen des Keramikgehäuses bzw. der Plastumhüllung und Vereinzelung des umhüllten Trägerstreifens endet der Zyklus II. Als letzte Arbeitsgänge folgen die Endmessung vor allem der elektrischen Werte und nach visueller Kontrolle die Endkennzeichnung des Bauelementes, das dann verpackungsbereit ist. |
||||||
|
Einsatz der Mikroelektronik Die bisherige Entwicklung der
Mikroelektronik führte zu immer höheren Leistungsgrößen, sinkenden Kosten
und durch neue Gebrauchswerteigenschaften zu immer weiteren
Einsatzbereichen. Ohne die Mikroelektronik hätte man zur Steigerung der
Leistungsfähigkeit der elektronischen Einrichtungen Masse und Volumen der
Geräte ständig vergrößern müssen. Auch die Zahl der Kontaktstellen, die eine
beträchtliche Ausfallrate aufweisen, hätte sich erhöht. Durch die Anwendung
der Mikroelektronik sinkt die Zahl der Steckkontakte und Lötstellen
erheblich und führt so zu einer steigenden Zuverlässigkeit. Die starken
Erschütterungen, wie sie in Fahrzeugen und Flugzeugen auftreten,
beeinträchtigen bei der geringen Masse und guten mechanischen Stabilität
kaum die hohe Zuverlässigkeit der Schaltkreise. Umfangreiche Geräte
benötigen zur schnellen Verarbeitung der Informationsmengen eine erhöhte
Schaltgeschwindigkeit. Das gelang hauptsächlich durch verkleinerte
Bauelemente im Schaltkreis. Damit sank auch der Leistungsverbrauch je
Bauelement, der sonst bei erhöhter Bauelementezahl zu einem hohen
Energieverbrauch geführt hätte. Die physikalischen Grenzen einer
Verkleinerung sind noch nicht erreicht und ergeben sich nur aus dem
augenblicklichen Stand der Technologie. Die Verkleinerung führte auch zu
einer erheblichen Kostensenkung, die die heutige Verbreitung der
Mikroelektronik überhaupt erst ermöglichte. Dazu trug ebenfalls die ständige
Verbesserung aller technologischen Prozesse bei, zum Beispiel die
Automatisierung der Montage. Dr. Karl-Heinz Niklowitz in JU + TE Heft 6/1982 |
| 5. Verwandte Themen |
|
|
|
|
|
Halbleitermaterialien spielen in der Elektronik und Mikroelektronik eine herausragende Rolle. Sie erst ermöglichen die Miniaturisierung und enorme Vergrößerung der Anzahl der Bauelemente auf kleinstem Raume. Zudem brachten erst sie das was wir heute den Computer nennen. | ||||||
|
|
zur Hauptseite |
© Samuel-von-Pufendorf-Gymnasium Flöha | © Frank Rost im November 2006 |
|
... dieser Text wurde nach den Regeln irgendeiner Rechtschreibreform verfasst - ich hab' irgendwann einmal beschlossen, an diesem Zirkus nicht mehr teilzunehmen ;-) „Dieses Land braucht eine Steuerreform, dieses Land braucht eine Rentenreform - wir schreiben Schiffahrt mit drei „f“!“ Diddi Hallervorden, dt. Komiker und Kabarettist |
|
Diese Seite wurde ohne Zusatz irgendwelcher Konversationsstoffe erstellt ;-) |